 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


পাইপ এক্সট্রুশন প্রক্রিয়া
নিংবো ফাংলি টেকনোলজি কোং, লিমিটেড প্রায় একটি যান্ত্রিক সরঞ্জাম প্রস্তুতকারক প্লাস্টিকের এক্সট্রুশন সরঞ্জামের 30 বছরের অভিজ্ঞতা, নতুন পরিবেশগত সুরক্ষা এবং নতুন উপকরণ সরঞ্জাম। এখানে আমরা কিছু ব্যাপকভাবে প্রস্তুত করেছি পাইপের এক্সট্রুশন প্রক্রিয়াকরণ সম্পর্কে ভূমিকা, নিম্নরূপ:
পাইপ একটি নল বা ফাঁপা সিলিন্ডার জন্য তরল পরিবহন। "পাইপ" এবং "টিউবিং" শব্দ দুটি প্রায় বিনিময়যোগ্য। "টিউব" প্রায়ই কাস্টম আকারে তৈরি করা হয় এবং আরও নির্দিষ্ট আকার থাকতে পারে এবং পাইপের তুলনায় সহনশীলতা, অ্যাপ্লিকেশনের উপর নির্ভর করে। শব্দ "টিউবিং" এছাড়াও করতে পারেন একটি নলাকার নলাকার (অর্থাৎ বর্গাকার টিউবিং) টিউবগুলিতে প্রয়োগ করা যেতে পারে। পদটি "টিউবিং" মার্কিন যুক্তরাষ্ট্রে আরও ব্যাপকভাবে ব্যবহৃত হয় এবং বিশ্বের অন্য কোথাও "পাইপ" ব্যবহৃত হয়।
পাইপ মান পাইপ আকার দ্বারা নির্দিষ্ট করা যেতে পারে উপাধি, যেমন নামমাত্র পাইপ আকার (মার্কিন যুক্তরাষ্ট্রে), বা নামমাত্র, বাইরে, বা ভিতরে ব্যাস এবং প্রাচীর বেধ. অনেক শিল্প এবং সরকারী মান পাইপ এবং পাইপ উত্পাদন জন্য বিদ্যমান.
বেশিরভাগ পাইপ এক্সট্রুশনের মাধ্যমে তৈরি করা হয়, এক্সট্রুশন, ডাই, সাইজিং বা ক্যালিব্রেটিং ডিভাইসের দিক অনুসারে ইন-লাইন বা ট্যাঙ্ক, জল শীতল ট্যাঙ্ক, পরিবাহক, এবং কাটার, প্রয়োজন হলে, এবং টেক অফ লাইনের শেষে সরঞ্জাম। লাইনটিতে একটি চিহ্নিতকরণ ডিভাইস বা একটি অন্তর্ভুক্ত থাকতে পারে টেস্টিং ডিভাইস। একটি গুরুত্বপূর্ণ প্রয়োজন বরং দ্রুত extrudate ঠান্ডা হয় ডাইমেনশন এবং প্রোপার্টি নিয়ন্ত্রণ করার সময় ডাইয়ের কাছাকাছি।
বিভিন্ন প্রক্রিয়ায় অন্তর্ভুক্ত মাত্রা/আকার নিয়ন্ত্রণ করার কৌশল যা হয় বিনামূল্যে আঁকা গলে যায় (সাধারণত ছোট ব্যাসের টিউবের জন্য) বা সাইজিং বৈশিষ্ট্য। এর মোট খরচ পাইপ উত্পাদন 80% পর্যন্ত উপাদান খরচ অন্তর্ভুক্ত করতে পারে. লক্ষ্য হল সবসময় উপাদান খরচ কমাতে একটি কঠোর সহনশীলতা নিয়ন্ত্রণ পেতে. বিভিন্ন ডিজাইনের ডাইমেনশনাল এবং/অথবা বেধ ক্যালিব্রেটিং ডিস্ক ব্যবহার করা হয়।
গলিত বৈশিষ্ট্যের সংমিশ্রণ, হার লাইনের গতি, অভ্যন্তরীণ বায়ুচাপ এবং শীতল হওয়ার হার প্রভাবিত করে টিউবের আকার। জল শীতল মধ্যে ডাই থেকে গলিত drawdown অনুপাত ট্রুটি সরাসরি নলের চূড়ান্ত আকারের সাথে সম্পর্কিত। উপর নির্ভর করে প্লাস্টিক প্রক্রিয়া করা হচ্ছে, অনুপাত 4/1 থেকে 10/1 পর্যন্ত। কম অনুপাত ব্যবহার করে এক্সট্রুড-ইন স্ট্রেস কমাতে সাহায্য করে, যা সম্পর্কিত সমস্যা হতে পারে সঙ্কুচিত এবং চাপ ক্র্যাকিং।
এর বৈশিষ্ট্যের উপর নির্ভর করে প্লাস্টিক প্রক্রিয়া করা হচ্ছে, সংকোচন ঘটতে পারে 24 ঘন্টার পরে প্রক্রিয়াকরণ লাইন ছেড়ে। নল বা পাইপ এছাড়াও অধীন হতে পারে অ্যানিলিং এবং অন্যান্য পোস্টের অবস্থা যা সংকোচনের মাত্রাকে প্রভাবিত করতে পারে।
পাইপ এবং টিউব বিভিন্ন উপায় আছে চলন্ত তরল, গ্যাস, কঠিন পদার্থ ইত্যাদিতে ব্যবহৃত পণ্য। তারা হতে পারেন সজ্জা, নিরাপত্তা সমর্থন, এবং তাই প্রদান করতে আকৃতির.
প্লাস্টিক প্রক্রিয়াকরণের খরচ কমানোর পদক্ষেপ পাইপ অন্তর্ভুক্ত:
1) বাইরের ব্যাস (OD) কমানোর জন্য কাজ করুন এবং অভ্যন্তরীণ ব্যাস (আইডি) সহনশীলতা;
2) পাইপ গুণমান এবং বৈশিষ্ট্য উন্নত যৌগিক উপাদান এবং মিশ্রন পদ্ধতি ব্যবহার করে লাভ অধ্যয়নের মাধ্যমে;
3) স্টার্ট-আপের মাধ্যমে সেট আপের সময় হ্রাস করুন এইডস এবং অটোমেশন সিস্টেম;
4) বিদ্যুতের সঞ্চয় বিকাশ করুন এক্সট্রুডার অপ্টিমাইজেশান দ্বারা খরচ; এবং
5) দক্ষ ডাই, কুলিং ট্যাঙ্কের ব্যবহার, pullers, এবং টেকঅফ সরঞ্জাম।
টানার সহনশীলতা নিয়ন্ত্রণ হয় কমানোর জন্য গুরুত্বপূর্ণ
OD এবং ID মাত্রা, বিশেষ করে ছোট টিউব মাপ।
টানার গতিতে খুব সামান্য তারতম্য ব্যাপকভাবে তাদের মাত্রা এবং প্লাস্টিকের বর্জ্য প্রভাবিত করতে পারে.
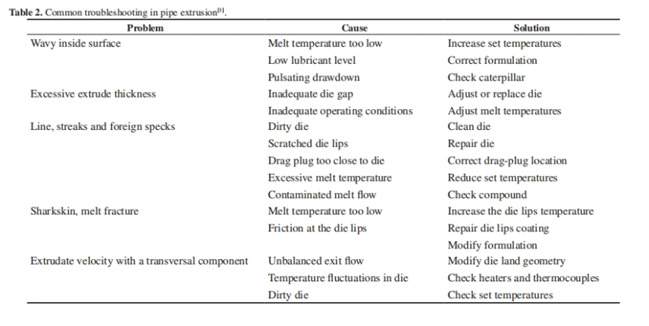
নীচের টেবিলটি সবচেয়ে সাধারণ দেখায় পাইপ এক্সট্রুশন সমস্যা সমাধান.
উপরের পাইপ এক্সট্রুশন সম্পর্কে অগ্রগতি, আপনাকে কিছু সাহায্য প্রদানের আশা করছি। যদি প্রয়োজন হয়, স্বাগতম যোগাযোগ করুন.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
অনুসন্ধান পাঠান


X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি