 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


প্রোডাকশন লাইন এবং সলিউশনে ত্রুটিগুলি সহজেই ঘটে
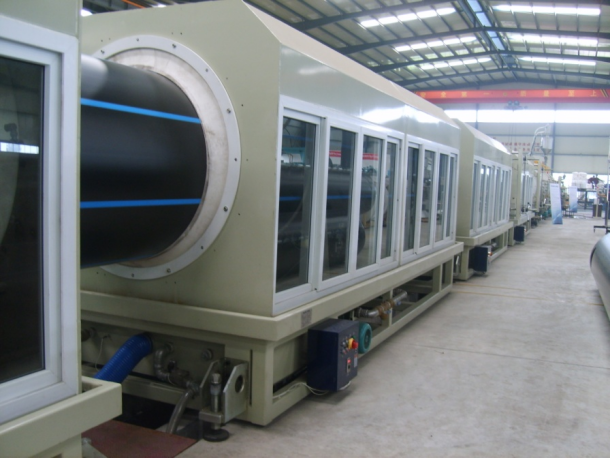
নিংবো ফাংলি টেকনোলজি কোং, লি.একটিযান্ত্রিক সরঞ্জাম প্রস্তুতকারকপ্রায় 30 বছরের অভিজ্ঞতা সহপ্লাস্টিকের পাইপ এক্সট্রুশন সরঞ্জাম, নতুন পরিবেশগত সুরক্ষা এবং নতুন উপকরণ সরঞ্জাম. প্রতিষ্ঠার পর থেকে ফাংলি ব্যবহারকারীর চাহিদার ভিত্তিতে তৈরি করা হয়েছে। ক্রমাগত উন্নতির মাধ্যমে, মূল প্রযুক্তিতে স্বাধীন R&D এবং উন্নত প্রযুক্তি এবং অন্যান্য উপায়ে হজম ও শোষণের মাধ্যমে, আমরা বিকাশ করেছিপিভিসি পাইপ এক্সট্রুশন লাইন, পিপি-আর পাইপ এক্সট্রুশন লাইন, PE জল সরবরাহ / গ্যাস পাইপ এক্সট্রুশন লাইন, যা আমদানিকৃত পণ্য প্রতিস্থাপনের জন্য চীনা নির্মাণ মন্ত্রণালয় দ্বারা সুপারিশ করা হয়েছিল। আমরা "ঝেজিয়াং প্রদেশে প্রথম শ্রেণীর ব্র্যান্ড" শিরোনাম অর্জন করেছি।
এখানে, আমরা কিছু ব্যর্থতা প্রস্তুতপাইপ উত্পাদন লাইনআপনার রেফারেন্সের জন্য নিম্নরূপ সমাধান সহ:
1. প্লাস্টিকের পাইপের বাইরের পৃষ্ঠটি রুক্ষ
প্রক্রিয়া তাপমাত্রা সামঞ্জস্য করুন:
· শীতল জলের তাপমাত্রা হ্রাস করুন, এবং পাইপের উপযুক্ত শীতল জলের তাপমাত্রা 20 ~ 25 ℃;
· ব্লকেজ বা অপর্যাপ্ত জলের চাপের জন্য জলপথ পরীক্ষা করুন;
ব্যারেল, মাথা এবং অন্যান্য গরম করার রিংগুলি ক্ষতিগ্রস্ত হয়েছে কিনা তা পরীক্ষা করুন;
সাইজিং হাতা এর ইনলেট প্রবাহ সামঞ্জস্য করুন;
· কাঁচামাল সরবরাহকারী এবং এই ব্যাচের কাঁচামালের পরামিতিগুলির সাথে পরামর্শ করুন;
· ছাঁচের মূল তাপমাত্রা পরীক্ষা করুন। এটি ডাই বিভাগের তাপমাত্রার চেয়ে বেশি হলে, মূল তাপমাত্রা হ্রাস করুন;
· ছাঁচ পরিষ্কার করুন;
2. প্লাস্টিকের পাইপের বাইরের পৃষ্ঠে খাঁজের চিহ্ন দেখা যায়
· সাইজিং হাতা এর আউটলেট চাপ সামঞ্জস্য করুন, এবং জল আউটপুট সুষম হবে;
পাইপটিকে সমানভাবে ঠান্ডা করতে ভ্যাকুয়াম সেটিং ট্যাঙ্কে অগ্রভাগের কোণ সামঞ্জস্য করুন;
· ডাই, সাইজিং হাতা, কাটিং মেশিন এবং অন্যান্য যন্ত্রগুলিতে বিভিন্ন ধরণের জিনিসপত্র, বরস ইত্যাদি আছে কিনা তা পরীক্ষা করুন;
3. অভ্যন্তরীণ পৃষ্ঠের খাঁজের চিহ্ন
· ভিতরের টিউবটি জলে ভরা কিনা তা পরীক্ষা করুন। যদি এটি জলে ভরা হয়, তাহলে এর অভ্যন্তরীণ গহ্বর বন্ধ করতে অনমনীয় আউটলেট ডাই এর টিউব ভ্রূণটিকে চিমটি করুন;
· ডাই এর অভ্যন্তরীণ তাপমাত্রা হ্রাস করুন;
· ছাঁচ পরিষ্কার এবং পালিশ করুন;
4. পাইপলাইনের ভিতরে কাঁপানো রিং
· জল আউটলেট অভিন্ন করতে সাইজিং হাতা জলের আউটলেট সামঞ্জস্য করুন;
· দ্বিতীয় চেম্বারের ভ্যাকুয়াম ডিগ্রি সামঞ্জস্য করুন যাতে পিছনের চেম্বারের ভ্যাকুয়াম ডিগ্রি সামনের চেম্বারের চেয়ে কিছুটা বেশি হয়;
· ভ্যাকুয়াম সিলিং গ্যাসকেট খুব টাইট কিনা তা পরীক্ষা করুন;
· ট্রাক্টর কাঁপছে কিনা তা পরীক্ষা করুন;
· প্রধান মেশিনের স্রাব অভিন্ন কিনা তা পরীক্ষা করুন;
5. কোন ভ্যাকুয়াম নেই
· ভ্যাকুয়াম পাম্পের পানির প্রবেশপথ বন্ধ আছে কিনা তা পরীক্ষা করুন। যদি এটি ব্লক করা হয়, একটি সুই দিয়ে এটি ড্রেজ;
· ভ্যাকুয়াম পাম্প স্বাভাবিকভাবে কাজ করে কিনা তা পরীক্ষা করুন;
· ভ্যাকুয়াম পাইপলাইনে বায়ু ফুটো আছে কিনা তা পরীক্ষা করুন;
· কোর ডাই কম্প্রেশন স্ক্রুটির মাঝখানের ছোট গর্তটি ব্লক করা হয়েছে কিনা তা পরীক্ষা করুন। যদি এটি ব্লক করা হয়, সূক্ষ্ম লোহার তার দিয়ে এটি ড্রেজ করুন;
· জলপথ পরীক্ষা করুন এবং ফিল্টার পরিষ্কার করুন;
· ভ্যাকুয়াম ডিগ্রি সামঞ্জস্য করে বাইরের বৃত্তের আকার পরিবর্তন করা যেতে পারে;
· ট্র্যাকশন গতি সামঞ্জস্য করা বাইরের বৃত্তের আকার পরিবর্তন করতে পারে;
সাইজিং হাতা ভিতরের গর্ত আকার সংশোধন;
7. পাইপ বৃত্তাকার সহনশীলতা আউট
· ভ্যাকুয়াম সেটিং মেশিন এবং স্প্রে ট্যাঙ্কের অগ্রভাগের কোণ সামঞ্জস্য করুন যাতে পাইপটি সমানভাবে ঠান্ডা হয়;
· ভ্যাকুয়াম সেটিং মেশিন, স্প্রে ট্যাঙ্কে জলের স্তরের উচ্চতা এবং স্প্রে ভলিউমকে বড় এবং শক্তিশালী করতে জলের চাপ পরিমাপক যন্ত্রের চাপ পরীক্ষা করুন;
· ভ্যাকুয়াম সেটিং মেশিন এবং স্প্রে ট্যাঙ্কের জলের তাপমাত্রা পরীক্ষা করুন। যদি এটি> 35 ℃ হয়, তাহলে ঠান্ডা জলের ব্যবস্থা কনফিগার করা বা স্প্রে কুলিং ট্যাঙ্ক যোগ করা প্রয়োজন;
· জলপথ পরীক্ষা করুন এবং ফিল্টার পরিষ্কার করুন;
· প্রক্রিয়া সামঞ্জস্য;
· সাইজিং স্লিভের ভিতরের গর্তের গোলাকারতা পরীক্ষা করুন এবং সংশোধন করুন;
পাইপের ডিম্বাকৃতি সংশোধন করতে পাইপ গাইড ক্ল্যাম্পিং ডিভাইসটি সামঞ্জস্য করুন;
8. অসম পাইপ প্রাচীর বেধ
· ডাই উপর প্রাচীর বেধ সামঞ্জস্য;
· ভ্যাকুয়াম সেটিং মেশিন এবং স্প্রে বক্সের অগ্রভাগের কোণ সামঞ্জস্য করুন যাতে পাইপটি সমানভাবে ঠান্ডা হয়;
· জল আউটলেট অভিন্ন করতে সাইজিং হাতা জলের আউটলেট সামঞ্জস্য করুন;
· ছাঁচটি বিচ্ছিন্ন করুন, ছাঁচের ভিতরের স্ক্রুগুলি আলগা এবং পুনরায় শক্ত করা হয়েছে কিনা তা পরীক্ষা করুন;
9. প্লাস্টিকাইজিং তাপমাত্রা খুব বেশি
· প্রক্রিয়া সামঞ্জস্য;
ঘূর্ণমান এনকোডার ওয়্যারিং ডিসোল্ডার করা হয়েছে কিনা (এভিয়েশন প্লাগ বেস ভাল যোগাযোগে আছে কিনা);
10. ভুল কাটিয়া দৈর্ঘ্য
· দৈর্ঘ্যের চাকা সংকুচিত কিনা তা পরীক্ষা করুন;
· দৈর্ঘ্য চাকা দুলছে কিনা তা পরীক্ষা করুন এবং দৈর্ঘ্যের চাকা ফ্রেমের ফিক্সিং বোল্টগুলিকে শক্ত করুন; কাটিং মেশিনের ট্রাভেল সুইচ ক্ষতিগ্রস্ত হয়েছে কিনা তা পরীক্ষা করুন;
ঘূর্ণমান এনকোডার ক্ষতিগ্রস্ত হয়েছে কিনা তা পরীক্ষা করুন;
ঘূর্ণমান এনকোডার ওয়্যারিং ডিসোল্ডার করা হয়েছে কিনা (এভিয়েশন প্লাগ বেস ভাল যোগাযোগে আছে কিনা);
· প্রতিটি একক মেশিন শেল (পিই টার্মিনাল) একটি প্রধান গ্রাউন্ডিং পয়েন্টের সাথে গ্রাউন্ডিং তারের সাথে সংযোগ করে নির্ভরযোগ্যভাবে গ্রাউন্ড করা হবে এবং গ্রাউন্ডিং পয়েন্টে বৈদ্যুতিক গ্রাউন্ডিং প্রয়োজনীয়তা পূরণ করার জন্য একটি গ্রাউন্ডিং পাইল থাকতে হবে। এটি সিরিজে একক মেশিন শেল (পিই টার্মিনাল) সংযোগ করার অনুমতি দেওয়া হয় না, অন্যথায় হস্তক্ষেপ নাড়ি চালু করা হবে, যার ফলে ভুল কাটিয়া দৈর্ঘ্য হবে;
11. কো-এক্সট্রুশন আইডেন্টিফিকেশন স্ট্রিপ
1) কোএক্সট্রুশন সনাক্তকরণ স্ট্রিপের বিস্তার: সাধারণত, এটি ব্যবহারকারীদের দ্বারা ব্যবহৃত সহ-এক্সট্রুশন উপকরণগুলির অনুপযুক্ত নির্বাচনের কারণে ঘটে। PE এবং অন্যান্য বিশেষ উপকরণ ব্যবহার করা হবে, এবং প্রয়োজন হলে এক্সট্রুশন বিভাগের তাপমাত্রা হ্রাস করা যেতে পারে;
2) কো এক্সট্রুশন আইডেন্টিফিকেশন স্ট্রিপটি চেপে ফেলা যাবে না: যদি স্টার্টআপের 2 ঘন্টা পরে কোনও কো এক্সট্রুশন আইডেন্টিফিকেশন স্ট্রিপ না থাকে তবে এটি সাধারণত কো এক্সট্রুডারের পিছনের দিকের স্ক্রু দ্বারা সৃষ্ট হয়; স্ক্রুটি সরান এবং স্ক্রুটি পুনরায় শক্ত করুন;
3) কোএক্সট্রুশন সনাক্তকরণ স্ট্রিপটি খুব পাতলা বা খুব চওড়া: এটি সাধারণত কোএক্সট্রুশন মেশিনের এক্সট্রুশন ভলিউম এবং পাইপের ট্র্যাকশন গতির মধ্যে অমিলের কারণে ঘটে। কোএক্সট্রুশন মেশিনের ফ্রিকোয়েন্সি কনভার্টার সামঞ্জস্য করুন বা দুটি গতি মিলে যাওয়ার জন্য ট্র্যাকশন গতি পরিবর্তন করুন; দ্বিতীয় কারণটি হল কোএক্সট্রুশন মেশিনের ফাঁকা অংশে শীতল জলের জ্যাকেটটি শীতল জলের সাথে সংযুক্ত নয়;
4) কোএক্সট্রুশন মেশিনের সনাক্তকরণ স্ট্রিপ কখনও কখনও অনুপস্থিত থাকে: সাধারণত, কোএক্সট্রুশন মেশিনের ফাঁকা পোর্টে অসম কোএক্সট্রুশন এবং ব্ল্যাঙ্কিংয়ের কারণে, ফাঁকা পোর্টে শীতল জলের জ্যাকেটের জল সরবরাহ পরীক্ষা করা হবে এবং উপযুক্ত কো-এক্সট্রুশন কণার আকার নির্বাচন করা হবে (সাধারণত <3 মিমি × 3 মিমি প্রয়োজন)।
আপনার যদি আরও তথ্যের প্রয়োজন হয়,নিংবো ফাংলি টেকনোলজি কোং, লি.একটি বিস্তারিত অনুসন্ধানের জন্য যোগাযোগ করার জন্য আপনাকে স্বাগত জানাই, আমরা আপনাকে পেশাদার প্রযুক্তিগত নির্দেশিকা বা সরঞ্জাম সংগ্রহের পরামর্শ প্রদান করব।
অনুসন্ধান পাঠান


X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি